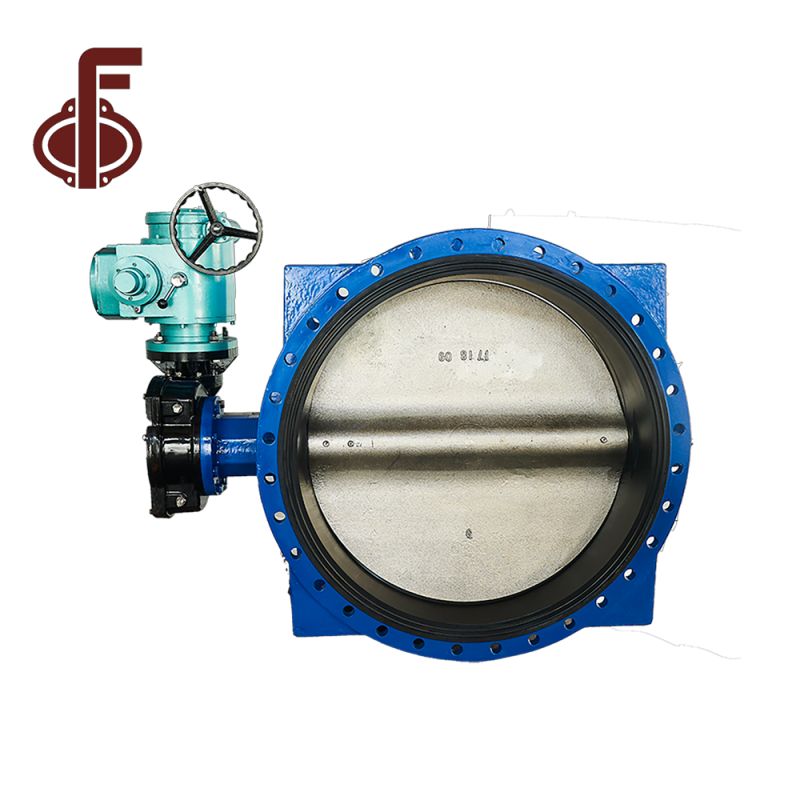




Электр Фланец Бабочка клапандары



Продукт чоо-жайы
| Өлчөм жана басым рейтинги жана стандарт | |
| Өлчөмү | DN40-DN4000 |
| Басым рейтинги | PN10, PN16, CL150, JIS 5K, JIS 10K |
| Бетме-бет ЖЖБИ | API609, BS5155, DIN3202, ISO5752 |
| Байланыш STD | PN6, PN10, PN16, PN25, 150LB, JIS5K, 10K, 16K, GOST33259 |
| Жогорку фланец STD | ISO 5211 |
| Материал | |
| Дене | Чоюн (GG25), Сокул темир (GGG40/50), Көмүртек болот (WCB A216), Дат баспас болот (SS304/SS316/SS304L/SS316L), Дуплекстүү дат баспас болот (2507/1.4529), Коло, алюминий эритмеси. |
| Диск | DI+Ni, Carbon Steel(WCB A216), Дат баспас болот (SS304/SS316/SS304L/SS316L), Дуплекстүү Дат баспас болот (2507/1.4529), Коло, DI/WCB/SS Epoxy Painting/Nylon/ менен капталган. PTFE/PFA |
| Штаб/вал | SS416, SS431, SS304, SS316, Дуплекстүү дат баспас болот, Monel |
| Орун | NBR, EPDM/REPDM, PTFE/RPTFE, Витон, неопрен, гипалон, кремний, PFA |
| Бушинг | PTFE, коло |
| О шакек | NBR, EPDM, FKM |
| Актуатор | Кол рычагы, редуктор кутусу, электр кыймылдаткычы, пневматикалык кыймылдаткыч |
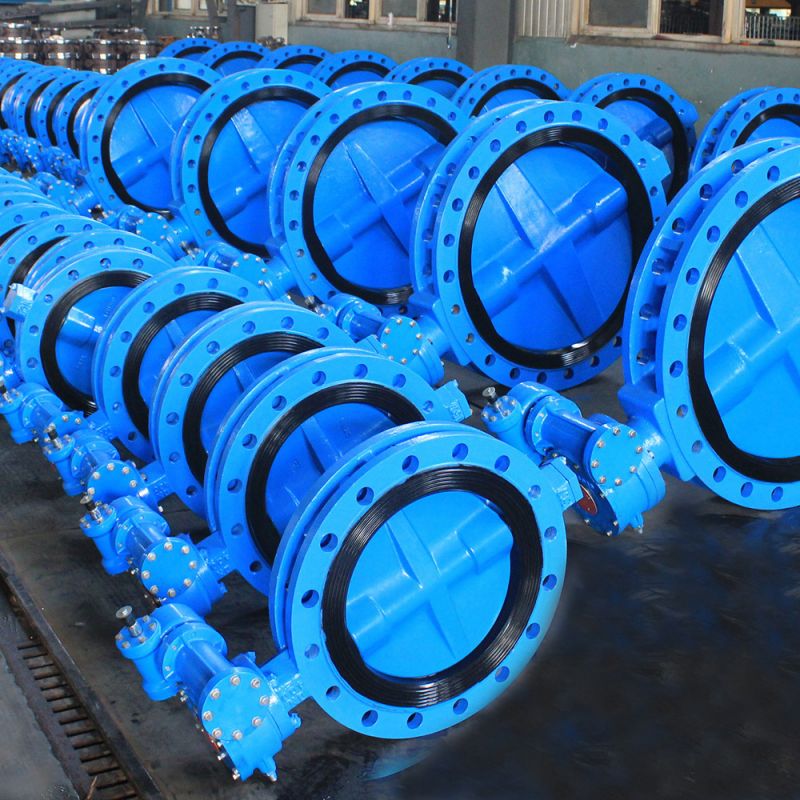
Продукт көрсөтүү





Продукциянын артыкчылыгы
Клапандын дене тарабында жайгашкан Marker Plate, орнотуудан кийин көрүү оңой.Пластинанын материалы SS304, лазердик белги менен.Биз аны оңдоо үчүн дат баспас болоттон жасалган катырды колдонобуз, аны таза жана бекемдейт.
Болттор жана гайкалар дат басып калуудан жогорку деңгээлдеги ss304 материалын колдонушат.
Клапандын туткасы ийкемдүү темирди колдонот, кадимки туткага караганда коррозияга каршы.Жаз жана пин ss304 материалын колдонушат.Тутку бөлүгү жакшы тийүү сезими менен жарым тегерек түзүлүштү колдонушат.
Бабочка клапан төөнөгүч модуляция түрүн, жогорку күч, эскирүүгө туруштук берүүчү жана коопсуз туташууну колдонот.
Шыңгырланбаган өзөктүн дизайны жарылууга каршы түзүлүштү кабыл алат, клапан сабы кош секирүү шакекчесин кабыл алат, орнотуудагы катаны компенсациялоо менен гана чектелбестен, сабактын учуп кетишин да токтото алат.
ZFA ар бир продукт клапан негизги бөлүктөрү үчүн материалдык отчет бар.
ZFA Valve корпусу катуу клапан корпусун колдонот, ошондуктан салмагы кадимки түргө караганда жогору.
Клапан эпоксиддик порошок боёо процессин кабыл алат, порошоктун калыңдыгы жок дегенде 250um.Клапан корпусу 200 ℃ астында 3 саат ысытылышы керек, порошок 180 ℃ астында 2 саат катууланышы керек.
Табигый муздатуудан кийин порошоктун клейси кадимки түргө караганда жогору, 36 айдын ичинде түс өзгөрбөйт.
Пневматикалык кыймылдаткычтар жогорку тактык жана эффективдүү жана туруктуу чыгаруу моменти менен кош поршендик түзүлүштү кабыл алышат.
Body Test: клапан орган сыноо стандарттык басымга караганда 1,5 эсе басым колдонот.Сыноо орнотулгандан кийин жасалышы керек, клапан диск жарымы жакын, дененин басымы сыноо деп аталат.Клапан отургуч стандарттык басымга караганда 1,1 эсе басымды колдонот.
Атайын тест: Кардардын талабы боюнча, биз сизге керектүү тестти жасай алабыз.
Ысык сатуу продуктылары














